

Kaynak İşlerinde iş güvenliği ile kaynakla çalışırken alınacak önlemler ve KKD’ler sayesinde yaşanan iş kazalarının da önüne geçilebilir.
Kaynakla oluşan zararlı gazlar, asetilen, metan, propan, bütan gibi yanıcı gazların oksijen ile yanması sonucu karbonmonoksit, karbondioksit ve azot oksitler oluşur.
Kaynak Nedir?
İçindekiler
- 1 Kaynak Nedir?
- 2 Kaynak İşlerinde İş Güvenliği
- 2.1 Kaynakla Oluşan Zararlı Gazlar
- 2.2 Kaynak işlerinde iş kazaları ve meslek hastalıkları
- 2.3 Kaynak İşlerinde Tehlikeler
- 2.3.1 Elektrik Tehlikesi
- 2.3.2 Elektromanyetik Alan
- 2.3.3 Işınlar
- 2.3.4 Yangın ve Patlama
- 2.3.5 Kaynak Dumanı
- 2.3.6 Sıcak Yüzeylere Temas
- 2.3.7 Kaynak İşinde Kullanılan Gazlardan Kaynaklı Tehlikeler
- 2.3.8 Taşlama –Kesme İşlerinden Kaynaklı Tehlikeler
- 2.3.9
- 2.3.10 Çekiçleme Ve Darbeli Çalışmalardan Kaynaklı Tehlikeler
- 2.3.11 Ergonomik Zorlanmalar
- 2.3.12 Gürültü
- 2.3.13 Kapalı ortamda çalışma
- 2.3.14 Yüksekte Yapılan Kaynak Çalışmaları
- 2.4 Kaynakla Çalışırken Alınacak Önlemler
Kaynak, iki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzeme ilave ederek veya etmeden birleştirilmesidir. Çoğu kaynak işleminde temel malzemeye önemli miktarda ısı uygulanır yorumu yapılabilir. Bu ısı, atomlar arası çekim için malzemelerin birleştirilecek kenarındaki atomları yeterince yaklaştırmanın bir yoludur. Diğer bir taraftan, bu ısı, birleştirilen malzemelerin mikro yapısını değiştirir. Sıcak metal oksitlenme eğilimi gösterir. Bunu önlemek için kaynak işlemi tarafından oksitlenmeye karşı yeterli koruma sağlanmalıdır. Bazı metaller diğerlerinden çok daha hassastır, bu durumda oksitlenmeyi önlemek daha zor hale gelir ve kaynak girdileri değişir.
Dolayısıyla her bir kaynak yöntemi, çalışılan malzemelere göre farklı koşullar oluşturur. Bu kaynak kalitesini etkileyeceği gibi, kaynakçının maruz kaldığı riski de etkiler. İlerleyen bölümlerde tez konusu yöntemlere detaylı yer verilecektir.
Kaynak Çeşitleri
- Elektrik Kaynağı
- Elektrik ark kaynağı
- Gaz altı kaynağı
- Elektrik direnç kaynağı
- Oksi-Asetilen kaynağı
Kaynak teknolojisi, hâlen önemli ölçüde ilerleme kaydetmektedir. Sürekli kendini güncellemekte ve yeni teknolojilerle gelişmektedir. Günümüzde fayda alanına göre tercih edilen oldukça geniş yelpazeye sahip kaynak yöntemlerinin önemli bir bölümüne aşağıda gösterilmiştir.

Kaynak İşlerinde İş Güvenliği
Kaynak işleri ve kaynakçılık işleri kapsamında bulunan diğer işler her geçen gün artmakta buna bağlı olarak çalışan sayılarında da artış yaşanmaktadır. Kaynak işlemi ve beraberinde yaşanan iş kazaları da artmaktadır.
Kaynak işlerinin yürütümü esnasında çalışanların iş kazası geçirmemesi ve meslek hastalığına yakalanmaması için çalıştıkları ortama göre risk değerlendirmesi yapılarak önlemler tasarlanmalıdır.
Kaynakla Oluşan Zararlı Gazlar
Kaynakla oluşan zararlı gazlar, asetilen, metan, propan, bütan gibi yanıcı gazların oksijen ile yanması sonucu karbonmonoksit, karbondioksit ve azot oksitler oluşur. Isının ve UV ışınlarının çevredeki havayı bozması sonucu azotdioksit ve ozon oluşur.
Kullanılan dolgu malzemesi, elektrot örtüsü ve malzeme metalinin ayrışması sonucu ve ana malzemede görülen çinko, bakır, kadmiyum ve kurşun gibi metallerin partikül ve buharları ile florür, klorür esaslı gazlar meydana gelir.
Karbon, kalay, demir, alüminyum metalleri düşük düzeye risk oluştururken, kadmiyum, krom, kurşun, vanadyum, mangan, civa, molibden, nikel, titan ve çinko ise irritan ve toksit etkiye sahip olduklarından kalıcı MESLEK HASTALIKLARINA neden olurlar. Mesela DEMİROKSİT MAK (müsaade edilen azami konsantrasyon) değeri 10mg/m3 olup, üzerindeki değerlerde akciğer hastalığı olan SİDEROSİS’e sebebiyet verebilir.

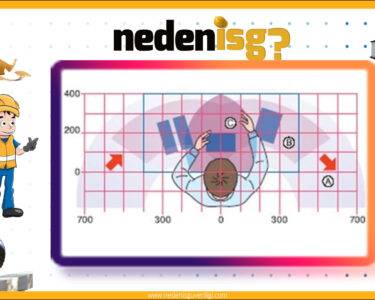
Kaynak ışınları iyonlaştırıcı olmayan radyasyonlardan olup üç tiptir;
- Kızılötesi (Infrared) Işınlar; Gözlerde kum hissine, mercek ve komeada hasara ve deride yanıklara neden olurlar.
- Görünen Işınlar: Dalga boyları 700-400 nm arasındadır. Kaynak ışınlarının % 30’u bu tip ışınlardır. Işık stresi, yorgunluk ve mide bulantısı gibi etkileri vardır.
- Morötesi (Ultraviyole) Işınlar: En tehlikeli ışınlardır. Kısa süreli maruziyetlerde bile gözün saydam tabakasında yanıklara, katarakt hastalığına, giderek körlüğe neden olan ağır hasarlara yol açar. Morötesi ışınlar, deride ağır yanıkların oluşmasına ve uzun sürede de deri k
Demir Çelik Sektöründe İş Sağlığı ve Güvenliği
Kaynak işlerinde iş kazaları ve meslek hastalıkları
Kaynak işlerinde yaşanan iş kazaların bir çoğunun kaynaklı imalat, bakım onarım esnasında yapılan kaynak çalışmaları ve kaynak işini kapsayan diğer ekipmanlardan kaynaklı olduğu bilinmektedir. ABD’ de yapılan bir çalışmada kaynak ve kesme işlerinin yapıldığı işyerlerinde meydana gelen iş kazalarının %66 sının ark kaynağı ile yapılan işlerden kaynaklandığı görülmüştür.
Kaynak işlerinde iş kazaları istatistiği
| Kazanın Nedeni | Kaza Oranı |
| Yangın ve Patlama | % 3 |
| Gözde Yaralanma | % 67 |
| Göze Yabancı Cisim Kaçması | % 32 |
| Kaynağın Gözü Alması | % 35 |
| Sıcak Metal Kıvılcım veya Alevin Elbiesnin Altına Girerek Yanık Oluşturması | % 11 |
| Korunmamış Deri Yanığı | % 9 |
| Elbise Üzerinden Nüfuz Eden Yanık | % 7 |
| Elbisenin Alev Alması | % 3 |
Kaynak tekniğine göre iş kazaları
| Kaynak Ekipmanı | Kaza Oranı |
| Ark Kaynağı | % 66 |
| Gaz Metal Ark Kaynağı | % 19 |
| Gaz Tungsten Ark Kaynağı | % 6 |
| Oksijen – Gaz Kaynağı | % 5 |
| Karbon kaynağı | % 4 |
Kaynak İşlerinde Tehlikeler
- Elektrik
- Elektromanyetik alan
- Işınlar
- Yangın – Patlama
- Kaynak gazı – dumanı
- Sıcak yüzey
- Kaynak işlerinde kullanılan gazlardan kaynaklı tehlikeler
- Taşlama işlerinden kaynaklı tehlikeler
- Çekiçleme e darbeli çalışmalardan kaynaklı tehlikeler
- Ergonomik zorlamalar
- Gürültü
- Kapalı ortamlarda çalışma
- Yüksekte yapılan çalışma
Metal İşleme Akışkanlarında İş Sağlığı ve Güvenliği
Elektrik Tehlikesi
Ark kaynağından çarpılma olayı, makine boşta çalışırken meydana gelir. Bunun nedeni, genellikle kaynak yaparken ark gerilimi 20-30 volt arasındadır. Boşta çalışma voltajı ise 65-100 volt’tur.
Bakımsız kaynak makinası ve spiral taşlarının kullanılması ve/veya bu ekipmanların bakım ve tamirleri esnasında enerji ile irtibatının kesilmemesi esnasında meydana gelmektedir. Topraklama hattının olmaması, bağlantının yapılmaması veya uygun topraklama yapılmaması durumunda, şebeke geriliminin yanlışlıkla iş parçasına bağlanması durumunda elektrik çarpması yaşanmaktadır.
Kaynak ekipmanlarında (kablo, kaynak pensleri vb.) izolasyon bozukluklar, çalışılan ortam (ıslak, metalik, rutubetli vb.) olmasından kaynaklanmaktadıranserine neden olur.
Elektrik tehlikesine karşı önlemler
Elektriksel bağlantıların kuru, temiz ve sıkı olması sağlanmalıdır. Kablo ve bağlantılarını iyi durumda olması sağlanmalıdır. Çalışma alanı ve ekipmanlar yaş/nemli olmamalı, kuru tutulmalıdır. Alçak gerilime dayanıklı ve kuru eldiven kullanılmalıdır. Kaynak pensleri akımı geçirmeyecek şekilde izole edilmelidir. Kaynak tabloları sağlam olmalı, izoleleri kontrol edilmelidir. Kapalı ve nemli yerlerde yapılan kaynakta, kaynakçının metalik kısımlarla temasını önleyecek lastik veya tahta altlıkları kullanılmalıdır. Kaynak makinası boşta çalışırken pens koltuk altına ve omza konmamalı, tahta bir masaya veya askıya asılmalıdır. Kaynak kablosunu takarken veya kutupları değiştirirken makine boşta çalıştırılmamalı, bu işlemler makinede akım yokken yapılmalıdır. Elektrik ana ve tali dağıtım panolarında sigorta ile beraber kaçak akım rölesi bulunmalıdır.
Elektromanyetik Alan
Elektrik akımı bulunan kablolar ya da yüzeyler arasında ve akımın geçtiği iletken çevresinde oluşmaktadır. En güçlü manyetik alanlar direnç kaynağı ile ilişkili olarak ortaya çıkarlar.
Çalışma esnasında olabildiğince bu alandan uzakta çalışma yapılmalıdır.
Kalp pili olan kişiler için direnç kaynağı uygulaması sırasında çevrede bulunmaları uygun değildir. Bazı durumlarda yüksek akımlı diğer çeşit kaynaklar uygulanırken de sakıncalı olabilir.
Işınlar
- Kaynak esnasında, % 60 kızıl ötesi ışınlar (infrared ışınlar), % 30 parlak (görünen ışınlar), % 10 morötesi ışınlar (ultraviyole ışınlar) oluşmaktadır.
- Kızılötesi ışınlar, gözlerde kum hissine, mercek ve korneada hasara, deride yanıklara neden olmaktadır.
- Parlak görünen ışınlar, Işık stresi, yorgunluk ve mide bulantısına neden olmaktadır.
- Morötesi ışınlar (ultraviyole ışınlar), gözlerde görüş bulanıklığı, gözlerde katarakt, kornea ve iriste hasara, deri altında su toplanmasına neden olan ciddi yanıklara neden olmaktadır.
Işınlara karşı önlemler
- Uygun kaynakçı maskesi kullanılmalı, deri eldiven, deri önlük ve uygun iş elbisesi (pamuk) giyilmelidir.
- Çevredekilerin zarar görmemesi için çevre paravanla çevrelenmelidir.
- Gözlük ve maske seçim, kaynak cinsi ve akım şiddetine göre seçim yapılmalıdır.
- Mineral oksitli camlar kullanılmalıdır. Mineral oksitli camlar her türlü akım şiddetine göre ayarlama yapabilmektedir. TS EN 169 – TS EN 170 Standartlarına uygun olmalıdır.
Yangın ve Patlama
Kaynak işleminde elektrik arkı, kaynak gazlarının kullanımı ve taşlama esnasında sıcak kıvılcımlar etrafa yayılmakta bu da yakınında bulunan yanıcı maddelerin tutuşmasına neden olmaktadır.
Etrafta olabilecek yanıcı tozlar, yanıcı gazların yada yanıcı sıvıların bulundukları ortamdaki oksijen miktarına bağlı kaynak işlemleri esnasında oluşan kıvılcımlar nedeniyle olarak patlamalar meydana gelebilir.
Yanıcı ve parlayıcı maddeler kaynak işlerinin yapıldığı yerden en az 11metre uzaklıkta bulundurulmalıdır. Kaynak esnasında yangın söndürme cihazları hazır bulundurulmalıdır. Kaynak imalat işleri haricinde yapılan kaynak işleri için sıcak iş prosedürleri uygulanmalıdır. Parlama olayı, endüstriyel tüplerden kaynaklı olarak yaşanmaktadır. Tüplerin sıcak ortamlarda bulunarak genleşmesi sonucunda yada üzerinde elektrik arkı oluşması durumunda tüpler patlayabilir.

Kaynak Dumanı
Kaynak işlemi iki metalin ergitilmesi ile yapılmaktadır. Metalin ergime esnasında kaynak elektrotunda bulunan bazı zararlı maddeler gaz ve dumana dönüşmektedir. Bunların teneffüs edilmesi durumunda kaynakçı sağlık acısında zarar görmektedir. Bu duman ve gazlara fazla miktarda maruz kalma durunda genelde mide bulantısı, baş ağrısı, baş dönmesi ve metal dumanı ateşi (metal fumefever) denen hastalığa neden olmaktadır. Zehirli maddelerin bulunması halinde çok ciddi başka etkiler de görülmektedir.
Kaynak gaz- dumanına karşı önlemler
Kaynak gazları ve dumanından korunmanın en etkili yolu lokal aspirasyondur. Gaz ve duman kaynakçının solunum seviyesinin altından alınarak ortamdan uzaklaştırılmalıdır. Seri imalat söz konusu ise etrafta diğer çalışanların da zarar görmemesi için kaynak kabinleri tasarlanmalıdır.
Lokal aspirasyonun çalışma şekline bağlı olarak uygun olmaması durumunda kaynakçı üzerinde önlem alınmalıdır. Etrafa yayılan gaz ve dumanın teneffüsünü önleyecek şekilde tasarlanmış yüzeyi alev almayan TS EN 149 standardına sahip FFP2 kaynak maskesi kullanılmalıdır.
Korunmada öncelik sıralaması, kaynağında, ortamda ve kişide olmalıdır.

Sıcak Yüzeylere Temas
Elektrik ark kaynağında sıcaklık 3500⁰C – 4000⁰C’ ye ulaşmaktadır. Bu sıcaklık aynı zamanda metalin ısınmasına da neden olmaktadır. Şaloma ile kesme veya ısıtma esnasında ve oksijen kaynağı esnasında yüksek alev ve ısı oluşmaktadır. Oluşan bu yüksek ark ve aleve temas ya da ısıtılan, kaynatılan metal parçalara temas esnasında ciddi yanıklar oluşmaktadır.
Direk sıcak yüzeylere temas edilmemelidir. Yanıklara karşı korunmak için deri eldiven, deri önlük ve deri tozluk giyilmelidir.
Kaynak Dumanının İnsan Sağlığı Üzerindeki Etkileri
Kaynak İşinde Kullanılan Gazlardan Kaynaklı Tehlikeler
Kaynak işlerinde genellikle, oksijen, asetilen, LPG ve koruyucu gazlar kullanılmaktadır. Bu gazlar silindirik tüpler içerisinde basınçlı olarak bulundurulmaktadır. Herhangi bir nedenle tüp üzerindeki ventilin (vana) kırılması durumunda içindeki basınçlı gaz hızla boşalmakta bu da roket etkisi yapmaya neden olmaktadır.
Isınmadan dolayı içindeki gazın genişlemesi sonucunda tüp patlamaları meydana gelmektedir. Yanıcı gazlar, yangın ve patlamalara neden olmaktadır. Oksijen (yakıcı gaz) ile yağın teması sonucunda da yangın neden olmaktadır.
Şaloma ile yapılan kesme ve ısıtma işlemleri esnasında gaz basıncının iyi ayarlanmaması veya yüzeyi yağlı bir malzemenin kesimi esnasında alev geri tepme olayları yaşanmaktadır.
Gazlardan kaynaklı önlemler
Yanıcı ve yakıcı gazlar ayrı yerlerde güneş ışığından korumalı, havalandırılabilen yerlerde depolanmalıdır. Kullanım ve depolama esnasında devrilmeye karşı tüpler bağlanmalıdır.
Uygun taşıma araçları ile taşınılmalıdır. Yangın ve patlamaya karşı yanıcı ve patlayıcı maddelerden en az 11 m uzakta çalışma yapılmalı. Sıcak iş prosedürleri uygulanmalıdır. Şaloma gerisine mutlaka yanıcı ve yakıcı gazlar için ayrı ayrı alev geri tepme ventili kullanılmalıdır.
Oksijen tüpleri yağlı ortamlarda kullanılmamalı ve yağla temas ettirilmemelidir. Tanımsız, periyodik kontrolü yapılmamış hiçbir tüp kullanılmamalıdır.
Taşlama –Kesme İşlerinden Kaynaklı Tehlikeler

Metal parçaların kesilmesi, taşlanması yada kaynak sonrası kaynaklı yüzeylerin düzeltilmesi esnasında taşlama motorları (spiral taşı) kullanılmaktadır. Taşlama ve kesme işlemleri esnasında aşındırılan yüzeylerden kalkan parçaların fırlaması sonucunda yüksek oranda göz yaralanmalarına neden olmaktadır. Fırlayan sıcak parçacıklar yangınlara da neden olmaktadır.
Kesme ve taşlama esnasında taşın sıkışması durumunda taş patlamasına neden olmaktadır. Taş patlaması ciddi yaralanmalara hatta ölümlere neden olmaktadır.
Ekipmanın hasarlı kablo ve ara uzatmaların kullanılma, elektrik fişi takılı iken ekipman üzerinde her hangi bir işlem yapılması esnasında durumunun da elektrik çarpması yaşanabilir
Taşlama –Kesme İşlerinde önlemler
Kesme taşı ile taşlama işlemi yapılmamalıdır. Mutlaka taş koruyucusu takılı bulundurulmalıdır. Motor devri ile taş devri uyumlu olmalıdır. Fırlayan parçalara karşı koruyucu gözlük kullanılmalıdır. Kablo ve ara uzatmalar fiş ve prizler sağlam olmalıdır. Elektrik devresinde (ana ve tali panolarda) kaçak akım rölesi kullanılmalıdır.
Çekiçleme Ve Darbeli Çalışmalardan Kaynaklı Tehlikeler
Çekiçleme ve darbeli çalışma esnasında pik gürültü düzeyi 100 dB(A) üzerine çıkmaktadır. Kullanılan ekipmanların saplarının kırılması veya kopan parçaların fırlaması sonucunda kazalar yaşanmaktadır.
Kullanılan balyoz ve çekiç sapları sağlam olmalı ve metal yüzeyler üzerinden ayrılmaya yönelmiş parçalar (mantarlaşma) taşlanarak düzeltilmelidir.
Ergonomik Zorlanmalar

Parçaların kaldırılması ve/veya çalışma pozisyonundan kaynaklı (uygun olmayan postür) ergonomik zorlanmalar söz konusu olmaktadır. Kaynak yapılacak yere bağlı olarak vücut zorlayıcı pozisyonda kullanılmaktadır. Bu da fıtığı gibi sağlık sorunlarına neden olmaktadır.
Parçaların kaldırılması ve/veya çalışma pozisyonundan kaynaklı (uygun olmayan postür) ergonomik zorlanmalar söz konusu olmaktadır. Kaynak yapılacak yere bağlı olarak vücut zorlayıcı pozisyonda kullanılmaktadır. Bu da fıtığı gibi sağlık sorunlarına neden olmaktadır.
Gürültü
Kaynak esnasında gürültü düzeyi çoğu kez 80 dB(A) yı, taşlama ve çekiçleme esnasında ise 85 dB(A) geçmektedir. Yapılan çalışmalarda ortam gürültü düzeyi ve bireysel etkilenme düzeyi ölçülmeli buna göre kulak koruyucu kullanılmalıdır.
Kapalı ortamda çalışma
Kapalı alanlarda yapılan kaynak çalışmalarda kaynak gazlarından dolayı boğulmalar yaşanmaktadır.
Kaynak yapılacak kapalı alana giriş öncesi kapalı alanda bulunması muhtemel kirletici gazlar ve oksijen seviyesi ölçülmelidir. Oksijen seviyesi %19,5 – %23,5 arasında olmalıdır. Kapalı alanlarda, Oksi-asetilen ya da oksijen- LPG li çalışmalar da kesinlikle tüpler kapalı alan dışında bulundurulmalı, gaz kaçaklarına karşı önlem alınmalı ve sık sık gaz ölçümü yapılmalıdır.
Kapalı alanda yapılan kaynak işlerinde içerde oluşan kirli gazlar dışarı atılmalı ve içeriye temiz hava verilmelidir

Yüksekte Yapılan Kaynak Çalışmaları
Endüstriyel tesislerde kullanılan silo, tank, kazan vb. imalatları esnasında kaynakçıların yüksekte çalışması söz konusu olmaktadır. Yüksekte yapılan çalışmalarda çoğu kez yüksekten düşmeyi önleyici sistemlerin kurulmaması veya yüksekte çalışma ekipmanlarının kullanılmaması sonucunda yüksekten düşme kazaları yaşanmaktadır.
Bu kazaların önlenmesi için, yapılan imalat tasarımlarına uygun yüksekten düşmeyi önleyici iskele, çalışma platformları veya kişinin emniyet kemerini bağlayabileceği ankraj noktaları veya yaşam hatlarının oluşturulması gerekmektedir.

Kaynakla Çalışırken Alınacak Önlemler
- Gaz tüpleri düşmeye karşı kelepçe ya da zincir ile sabitlenmelidir.
- Taşıma işlemleri araba ile yapılmalıdır.
- Gaz tüpleri ısı kaynağından uzakta olmalıdır.
- Hortumlar ve kablolar ezilmeye karşı korunmalıdır.
- Bütün elektrik tesisatının ve kaynak makinasının topraklaması tam olmalz tüpler üzerindeki manometreler sık sık kontrol edilmelidir.
- Kaynak pensleri akımı geçirmeyecek şekilde iyi izole edilmiş olmalıdır.
- Tüplerin ne ve dara ağırlıkları üzerindeki kartlara işlenmiş olmalıdır.
- Tüpler uygun havalandırması olan depolarda güneş ışığına maruz kalmayacak şekilde ve yanıcı ve yakıcı tüpler olarak ayrı ayrı stoklanmalıdır.
- Boş tüpler dolu tüplerden ayrı yerde toplanmalıdır.
- Yanıcı gaz tüplerinin depolandığı yerlerde ateş ve ateşli maddeler kesinlikle bulundurulmamalıdır.
- Alev geri tepmesi oluşması (şalomada alevin tutuşturulmasıyla birlikte oluşan geri yanma durumu) önlenmelidir.
- Muhafaza başlıkları daima tüplerin üzerinde takılı olmalıdır.
Kaynak İşlerinde Risk Değerlendirme Envanteri
Kaynak işlerinin yürütümü esnasında çalışanların iş kazası geçirmemesi ve meslek hastalığına yakalanmaması için çalıştıkları ortama göre risk değerlendirmesi yapılarak önlemler tasarlanmalıdır. En önemli konu imalatı yapılacak tasarımla birlikte koruyucu sistemlerin tasarlanması gerekmektedir. Bununla birlikte kaynakçıların kişisel koruyucu donanım kullanmaları konusunda işyerlerinde bir kültür oluşturulması gerekir.









2Yorumlar